





HARDNM耐磨鋼板鉆孔,機械加工指導,NM500耐磨板加工
發表時間:2019-07-26 瀏覽次數:4418次
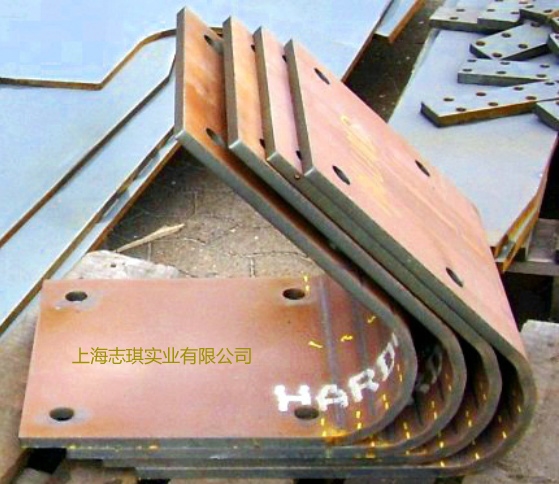
HARDNM耐磨鋼板由于具有較高的硬度,所以鉆孔比普通碳鋼難度高不少。HARDNM耐磨板從400到600其表面硬度在HBW400到HBW600之間,很多普通的鉆頭,是無法加工這樣硬度的耐磨鋼板的。在HARDNM500級別的耐磨鋼板上鉆孔,要選擇合適的鉆頭和刀柄。今天我們就做一項鉆孔挑戰,在一塊厚度達到30MM的HARDNM500耐磨板上鉆150個孔,孔徑14mm,看看一般的整體硬質合金鉆頭能否完成這項挑戰吧。
我們要加工的工件是HARDNM耐磨鋼板,500HB,厚度30mm,屈服強度1750N/mm
我們選用的機床:HüllerHille加工中心,刀柄為:SK50,KM壓力接近70bar。
我們先用普通的硬質合金鉆頭來實驗,在短時間加工后,因為不穩定磁力夾具引起的振動,鉆頭出現故障。所以我們看到在HARDNM500耐磨板上普通鉆頭鉆孔還是有一定難度的。所以很多加工廠需要在耐磨板需要鉆孔的位置加熱,降低耐磨板的硬度,方便鉆孔,這樣做的有點是降低了對設備要求,缺點是部分降低了耐磨鋼板的硬度。
我們換一套解決方案再來試試,我們這次使用某品牌進口的雙刃刀頭。
進口錐形刀柄,16A0524320 進口刀體,143XDU53 31400 進口可換刀頭,14H70 14000.012725
切削參數:Vc = 50 m/min n = 1130 r.p.m. fz = 0.05 mm Vf = 80 mm/min
由此我們可以看到,想在HARDNM500級別的耐磨板上鉆孔,在不加熱的情況下,對設備的要求還是比較高的,所以通常來說價格也會比較貴。所以說盡量找技術實力比較強的加工廠來做這樣的事情。

- 上一篇:沒有了
- 下一篇:2018下半年,我國耐磨板出口量可能下滑2018-08-06
